جوش الکترو فیوژن چیست؟
اتصالات الکتروفیوژن از انواع اتصالاتی است که در خطوط لوله انتقال گاز و خطوط آبرسانی قابل استفاده است. در اتصالات الکتروفیوژن روش حرارت دهی در مقایسه با روشهای جوش butt fusion است و از جریان برق برای تولید حرارت استفاده می شود. جوش الکتروفیوژن نوعی روش جوشکاری لوله و اتصالات پلی اتیلن است که در آن از اتصالات خاصی که دارای سیم مقاومت الکتریکی برای ایجاد گرمای ذوب سطوح جوش می باشد، استفاده می شود. جریان الکتریکی از طریق دستگاه جوشکاری الکتروفیوژن و به کمک جعبه کنترل آن به دو انتهای اتصال منتقل میشود. همانند روشهای جوشکاری ذوبی حرارتی (لب به لب), انواع اتصالات زینی و سوکتی نیز در روش الکتروفیوژن, مورد استفاده قرار میگیرد. اصول فرایند جوش الکتروفیوژن, برای اکثر اتصالات الکتروفیوژن یکسان و قابل تعمیم است. این روش به علت ایمنی بسیار بالا تنها نوع اتصال مورد تأیید استاندارد IGS برای خطوط انتقال گاز است.
جوش الکتروفیوژن محدودیت روش جوش لب به لب پلی اتیلن در مورد اتصال لوله با سایزهای مشابه را ندارد. همچنین تجربه نشان داده است که اتصال لولههای پلی اتیلن با جنس های مختلف پلی اتیلن نیز در این روش مقدور است. در کنار ایمنی آن، از دیگر مزایای این روش در سرعت بالا و تمیزی اتصال است. اما از طرفی، محدودیت این روش در هزینه بالا و حداکثر قطر لوله قابل اتصال با این روش است. از اتصالات الکتروفیوژن به دلیل بالا بودن ضریب اطمینان آن، معمولا در شبکه های لوله پلی اتیلنی توزیع گاز استفاده می شود و در مورد لوله هایی با قطر ۲۰ الی ۲۵۰ میلیمتر اقتصادی میباشد.
نکات جوش الکتروفیوژن
– نصب الکتروفیوژن باید تنها توسط پرسنلی برای جوش الکتروفیژن آموزش دیدهاند و واجد شرایط و دارای گواهینامه هستند، انجام شود.
– از ابزار آلات کالیبره شده استفاده کنید.
– لوله را فقط با مواد توصیه شده به وسیله تولید کننده تمیز کنید.
– المنت حرارتی اتصالات را به طور کامل بپوشانید.
عمل جوشکاری اتصالات الکتروفیوژن بصورت اتوماتیک انجام میپذیرد. نقاط اتصال را حداقل ۱۰ دقیقه پس از اتمام جوشکاری نباید حرکت داد. سطح لوله قبل از انجام جوشکاری باید با دقت بازرسی شود تا هیچگونه خراشی نداشته باشد، زیرا وجود خراش باعث ایجاد نشتی در محل اتصال میشود.
نکته مهم مورد توجه در این روش اتصال آن است که برای جوشکاری باید حتما از دستگاهی استفاده شود که جریان برق آن متناسب با بوبینهای الکتریکی اتصالات باشد.
اتصالات الکتروفیوژن در یک پوشش پلاستیکی نگهدارنده بستهبندی میشوند و باید تا زمان استفاده بسته بندی شده باقی بمانند. این پوشش پلاستیکی را میتوان در حین نصب برای جلوگیری از آلودگی مورد استفاده قرار داد. اتصالات باید در یک انبار نگهداری شوند که در آن دما نباید بیشتر از ۵۰ درجه سانتیگراد باشد. هیچ گاه اتصالات را در معرض نور مستقیم خورشید قرار ندهید، اتصالات الکتروفیوژن ممکن است جهت محافظت در برابر تاثیرات نور فرابنفش حاوی یک افزودنی سیاه کربنی باشند، با این حال نگهداری نامناسب میتواند تاثیر منفی بر عملکرد اتصالات داشته باشد.
قبل از شروع فرایند نصب و جوشکاری الکتروفیوژن، همیشه کنترل کنید که اتصال از لحاظ فیزیکی در حین نگهداری آسیب ندیده باشد. در صورت نیاز ارزیابی اتصالات با انجام تست تخریبی بر روی نمونه توصیه میشود، این کار امکان تعیین هر گونه تخریب سطحی را فراهم میکند.
قبل از خراش دادن، ناحیه علامتگذاری شده مورد نظر را با ماژیک مشخص کنید. بنابراین بعد از خراش دادن لوله علامتی که با ماژیک مشخص کرده بودید قابل دید نخواهد بود.
انجام جوش الکتروفیوژن
استفاده از ابزار مناسب و اختصاصی برای موفقیت جوش الکتروفیوزن ضروری است. همیشه توصیه میشود که قبل از شروع جوشکاری کنترل کنید تمام تجهیزات مورد نیاز موجود هستند. اطمینان یابید که تمام تجهیزاتی که نیاز به کالیبراسیون دارند کالیبره شده باشند. تجهیزات ممکن است بسته به محصول تحت جوش یا قطری که باید جوش داده شود تا حدودی متغیر باشند، اما باید شامل موارد زیر باشند:
• وسایل اندازهگیری لوله (نوار، متر و غیره)
• تجهیزات برش لوله
• مداد یا خودکار برای علامت گذاری
• ابزار خراش دادن
• مواد تمیز کننده، مطمئن شوید که دستمال با الکل خیس شده باشد (خشک نباشد).
• آچارهای مخصوص
• ابزار نگهدارنده لوله
• تجهیزات فیوژن
• ژنراتور برق : ژنراتور باید برای کار مناسب باشد و برق مورد نیاز را بتواند تامین کند.
• جعبه کنترل الکتروفیوژن با هادیهای مناسب، بارکدخوان (نه روی جعبههای دستی) و توان خروجی کافی
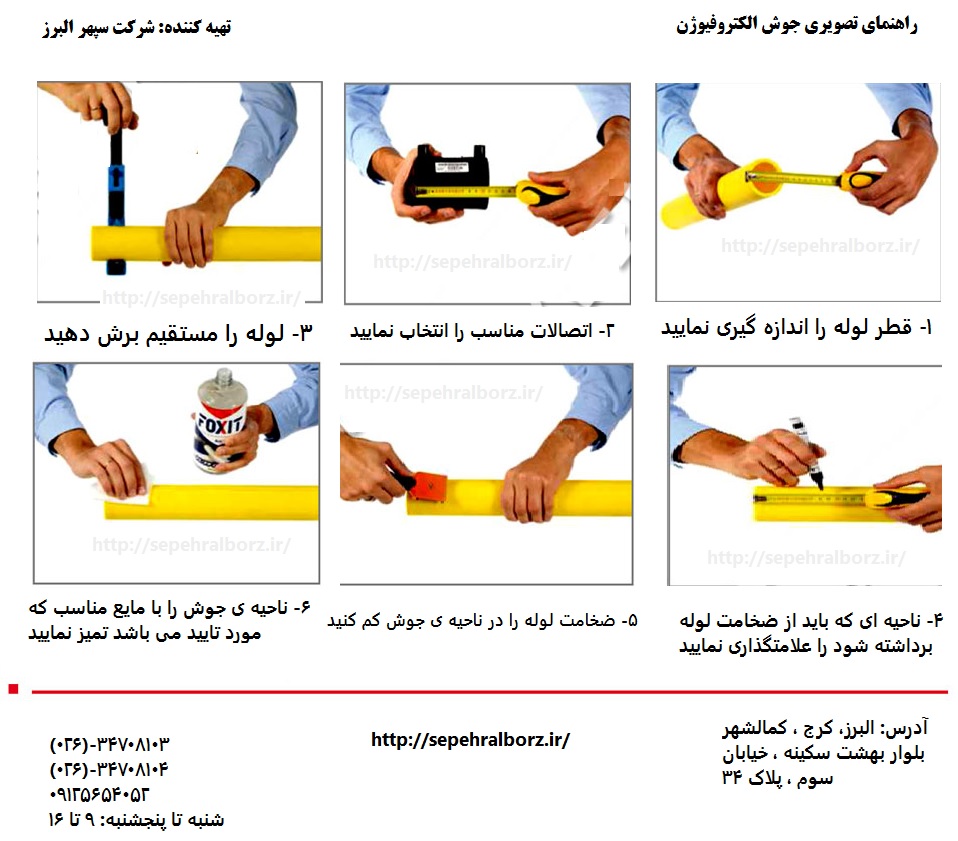
۱ – قطر لوله را اندازهگیری کنید.
۲ – اتصالات مناسب را انتخاب کنید.
۳ – لوله را به صورت مستقیم برش دهید.
۴ – ناحیهای که باید از ضخامت لوله برداشته شود (scraping) را اندازهگیری و علامتگذاری کنید.
۵ – ضخامت لوله را در ناحیه جوش کم کنید ( Scrap ).
۶ – ناحیه جوش را با مایع مناسب که مورد تایید تولیدکننده میباشد تمیز کنید.
۷ – عمق محل قرارگیری اتصالات را علامت گذاری کنید.
۸ – لوله را در بستها قرار داده و اتصالات را روی آن بگذارید.
۹ – توسط دستگاه بارکدخوان، بارکد روی اتصالات را بخوانید.
۱۰ – مطابق با الزامات ماشین، تنظیمات را انجام دهید.
۱۱ – جوشکاری را شروع کنید.
۱۲ – تست فشار را از خط لوله بردارید.
آموزش تصویری جوش الکتروفیوژن